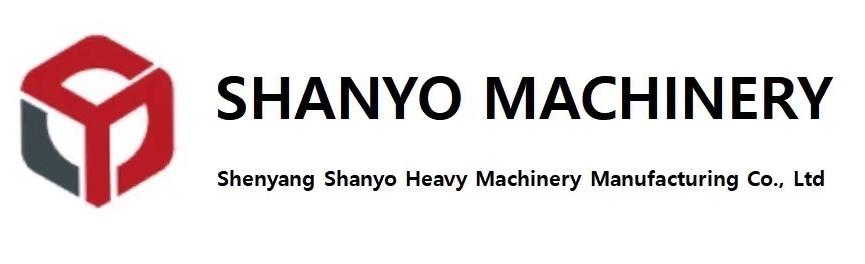



Produktfördelar med Heavy Plate Feeder
1,Materialet på panelen i kedjeplattans struktur är 16Mn, tjockleken är 20-30 mm, och Tung tallrikmatarepressas in i en bågstruktur.
2,Kedjeplattorna med cirkulär bågestruktur samverkar med varandra för att förhindra materialläckage under materialtransport. Kedjeplattan är en svetsad strukturdel med hög komposittjocklek, så Tung tallrikmatarehar hög böjmodul.
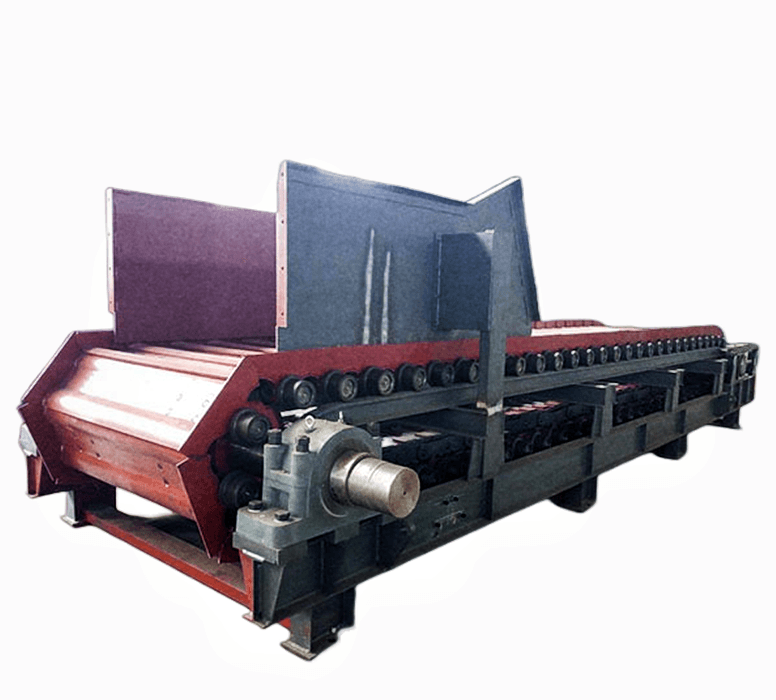
3.Den cirkulära bågkedjeplattan är uppdelad i enkel cirkulär båge och dubbel cirkulär bågestruktur, och Tunga tallrikmatareprestanda är liknande. Du kan välja endera enligt kundens önskemål.
4.Tankkedjan, kedjan av dess formsmidetekniska maskineri, är antagen. Hög hållfasthet, hög hårdhet och ingen smörjning krävs under drift.
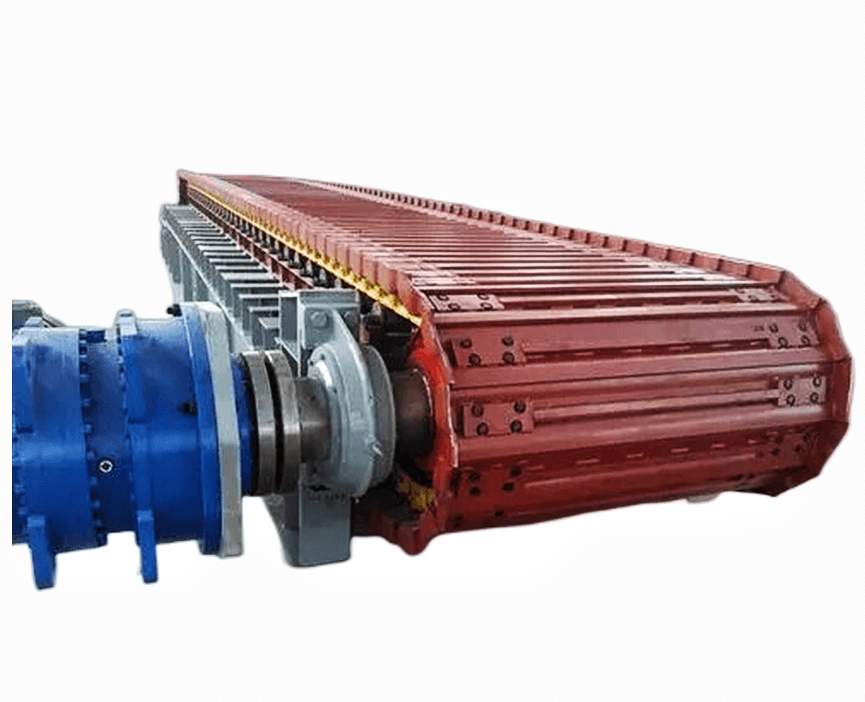
5.Kedjantallrikstöds av flera grupper av bogserbåtar, med jämn spänning och liten deformation, och bogserbåten har inbyggda lager, vilket gör motståndet för utrustningens drift liten.
6.Mellandriften är stabil, utan grundbultar, bara bädda in stålplåten på fundamentet, jämna ut utrustningen och punktsvetsa basen på den inbäddade stålplåten.
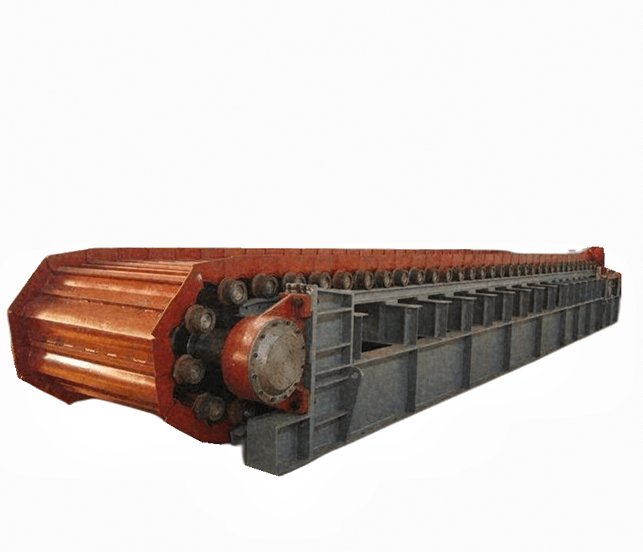
7.Den variabla frekvensregleringsmotorn har antagits för att säkerställa olika uteffektkrav och drift.
Teknisk parameter för Tung tallrikmatare

Installations instruktioner
01. Montering av underrede
1) Utrustningen är placerad på grundval av konstruktion.
2) Utrustningsplacering: Utrustningen måste vara förinbäddad med ankarbultar enligt grundritningen (enligt användarkrav kan ankarbultar också utelämnas och ett förinbäddat järnschema kan användas):
a. Utför den andra injekteringen enligt placeringen av fundamentbultarna på fundamentritningen.
b. Efter att det sekundära injekteringsskiktet har härdat, installera basramen.
3) Vid montering av underredet bör strikt nivå hållas. Före installationen måste motsvarande positioner för underredets dämpningsplattor poleras platta, och fundamentets nivå bör kontrolleras med en nivåmätare.
4) Att bibehålla nivån på basen kan säkerställa utrustningens dynamiska balans, vilket effektivt säkerställer maskinens tillförlitlighet.
02. Installation av transmissionskomponenter
1) Lagren är varminstallerade, och det axiella läget för lagren i förhållande till transmissionsaxeln bör säkerställas när transmissionsaxeln installeras.
2) Efter installation av transmissionsaxeln bör den axiella rörelsen kontrolleras.
3) Vid installation av gland och värdremskiva måste ett lager tätningsmedel appliceras på den plana kontaktdelen och den plana nyckelytan.
4) Demonteringen av värdremskivan kan göras med en hydraulisk anordning.
03. Installation av magnetiseringskomponenter
1) Matningskomponenten har tre excentriska block, med nycklar som motsvarar de övre och undre excentriska blocken och axelhylsan. Det finns tre uppsättningar kilspår på axelhylsan, som kan ersättas med olika uppsättningar kilspår för att förlänga livslängden på axelhylsan.
2) Det finns flera kilspår på utsidan av den solfjäderformade delen av de tre excentriska blocken. Den långa nyckeln fixerar det mellersta excentriska blocket genom kraften från de övre och nedre excentriska blocken. Vid användning kan de relativa positionerna för det mellersta excentriska blocket och de övre och nedre excentriska blocken ändras efter behov för att erhålla olika krosskrafter.
3) Vid lastning och lossning av excenterblock kan en liten vinkelkil användas för att utöka öppningen på excenterblocket något för enkel lastning och lossning.
4) Lås det excentriska blocket med höghållfasta stålbultar för att sänka ner muttern i det öppna spåret på ena sidan. Om andra höghållfasta bultar på grund av förhållandena endast kan användas på plats, måste det säkerställas att bultarna inte roterar 90° efter att de sjunkit. Annars bör tunna järnplåtar svetsas på vardera symmetriska sidan av muttern för att säkerställa att muttern kan låsas av det öppna spåret.
5) Efter att ha dragit åt muttern så att de två planen vid öppningen är parallella, använd en en meter lång kraftstång för att dra åt muttern igen till en viss vinkel när du applicerar föråtdragningskraft. Efter att ha applicerat föråtdragningskraften, lås muttern.
6) Montera två låsplattor, som är nära excenterblocket. Om det finns ett gap mellan den övre ytan och den axiella kilspåren på axelhylsan kan en tunn järnplatta placeras under låsplattan för att kompensera för gapet. Dra åt bultarna och lås dem ordentligt.
04. Installation av exciterkomponenter och dynamiskt konstöd
1) För att säkerställa en jämn och fin kontakt bör den extra stödsfäriska dynan skrapas och poleras i samband med den dynamiska konstödsståldynan, och var 25:e mm på den yttre ringen av den sfäriska dynan ska säkerställas × 25 mm har 10-15 kontakt punkter, samtidigt som det ger ett litet ringformigt gap i den inre ringen.
2) Placera vibrationsgeneratorn plant på marken, med det rörliga konstödet placerat på det. Placera flänsen på axelhylsan, installera konhylsan och snäppringen och se till att snäppringen passar in i axelhylsans omkretsspår och sjunker ner i konhylsan.
3) Lyft långsamt upp det rörliga konstödet för att låta vibratorn lossna något från marken. Dra åt de 8 bultarna på flänsen steg för steg, upprepade gånger och symmetriskt, och lås sedan bultarna parvis med järntråd.
4) Korrekt installation av den sfäriska extra stödplattan och magnetiseringen bidrar till att säkerställa tillförlitligheten för utrustningens funktion.
05. Installation av rörliga konkomponenter
1) Ta bort det skyddande oljeskiktet från den belagda spindeln, sfäriska ytan och koniska ytan.
2) Applicera ett lager gul torr olja på spindelns yta och ett lager tunn olja på de sfäriska och koniska ytorna.
3) Linda in spindeln med tunt plastpapper för att förhindra kontaminering.
4) Placera den rörliga konen på en järnram, svetsa två symmetriska lyftringar på den yttre ytan av den rörliga konfoderplattan, lyft den rörliga konfoderplattan och installera den på den rörliga konen. Installera den lilla foderplattan, stödringen och lockmuttern (vänstergänga) och använd sedan en speciell skiftnyckel och slägga för att dra åt lockmuttern. Använd en avkänningsmätare för att kontrollera gapet mellan den omgivande rörliga konfoderplattan och den rörliga konen, och se till att gapet är nästan noll och konsekvent runt om.
5) Under montering lyfter du den rörliga konkomponenten vid lockmuttern, placerar försiktigt och långsamt huvudaxeln på den rörliga konen i axelhylsan på vibrationsgeneratorkomponenten och gör stadigt att den rörliga konens sfäriska yta kommer i kontakt med den sfäriska dynan av det rörliga konstödet, vilket undviker att den tungformade ringen eller ytterkanten av den rörliga konen höjs på det rörliga konstödet och skadar tätningsringen.
06. Montering av justerring
1) Justeringsringens komponenter inkluderar tratten, den gängade ringen och den fasta konfoderplattan, och deras installationskvalitet kan också påverka stabiliteten i utrustningens drift, krosseffekt och livslängden för den fasta konfoderplattan.
2) Den fasta konfoderplattan och den gängade ringen kommer i kontakt genom den koniska ytan. Under installationen, placera den fasta konfoderplattan i rätt position, placera den gängade ringen direkt på den, placera flänsen på den gängade ringen, klämma fast låsringen på den yttre ringen av halsen på den fasta konfoderplattan och sedan dra åt bultarna en efter en, upprepade gånger, och symmetriskt för att lyfta och klämma fast flänsen.
3) Efter installation av den fasta konfoderplattan kan komponenter som tryckjärn, tätningsring och behållare installeras.
07. Installation av låsmekanism
1) Bestäm den relativa positionen för låskonstruktionen och stödringen baserat på positioneringsstiftet, skruva i justeringsringen och justera till lämpligt läge för att erhålla ett lämpligt arbetsutloppsgap.
2) Se alltid till att låskonstruktionen är parallell med stödringen, öppna högtryckspumpstationen, justera trycket till 13MPa, och gradvis, upprepade gånger, och skruva symmetriskt ner den övre stången på låskonstruktionens domkraft tills den är helt åtdragna.
3) Stäng av högtryckspumpen och ta bort det återstående trycket från högtryckspumpen.
4) På grund av att låsstrukturen uppnås genom tallriksfjädrar, kan högtryckspumpen inte öppnas under normal drift av utrustningen.
08. Installation av smörjanordning
1) Smörjanordningen är installerad enligt monteringsschemat som tillhandahålls av vårt företag, och användare måste förbereda de nödvändiga HG4-761-74 oljerören och andra delar för installation. Oljeinloppsslangen måste klara ett tryck på>10 MPa.
2) Konfigurationen av smörjanordningen måste säkerställa smidig smörjning av oljeinlopp och retur.
3) Efter att ha slutfört installationen av smörjanordningen, bör smörjanordningen testas först, och smörjsystemet och kontrollen bör felsökas. Om några fel upptäcks i smörjsystemet måste de tas isär och repareras.
4) Det är också nödvändigt att felsöka temperatur- och tryckkontrollsystemet för smörjanordningen och kontrollera tillförlitligheten hos den elektriska kontakttryckmätaren och temperaturmätaren, såväl som deras anslutning till det elektriska styrskåpet, genom att justera trycket och temperaturen övre och nedre gränspekare, för att säkerställa tillförlitligheten hos utrustningens kontrollsystem.
Löpande feedbacktjänst
ShanYo är lika bekymrad över inte bara den utrustning vi säljer imorgon, utan även om den som redan är ute på fältet. Med en attityd som kunden först gör ShanYo till en poäng att tidigare försäljningar är lika viktiga som framtiden. På grund av detta kommer ShanYo regelbundet att checka in med nuvarande användare för att samla in feedback och erbjuda praktisk feedback eller nödvändiga justeringar som hjälper oss att få största möjliga nytta för alla våra kundergående

Certifieringar 🔗


Utställningsbilder 🔗